







Our website use cookies, which are necessary for its functioning and required to achieve the purposes provided in our cookie policy. To find out more or withdraw your consent to all or some of the cookies, please refer to the cookie policy. By clicking 'OK', closing this banner, clicking a link or continuing to browse, you agree to the use of cookies.
Privacy Policy
Solder Masks
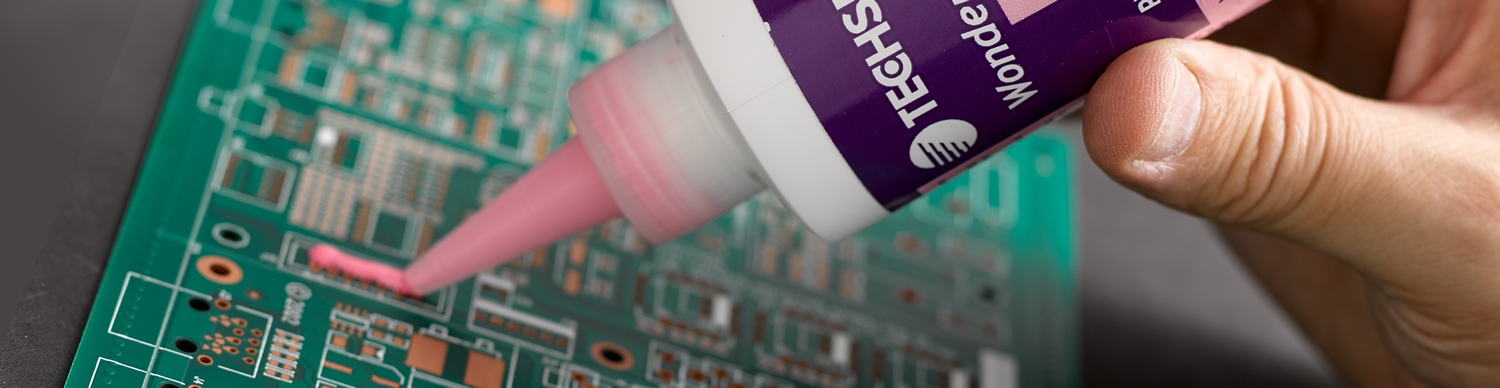
Mask Open Vias for Wave Soldering & Conformal Coating Keep-out Areas
Techspray’s WonderMASK is the industry leading temporary solder mask brand because of quality and versatility. Depending on the product, mask can be peeled off manually or washed off in a batch or inline system.
WonderMASK has several useful applications in PCB assembly:
Thru-hole masking – Prevent soldering open holes in a wave soldering process by covering with WonderMASK. All of the masks listed below are well suited for this application.
Conformal coating masking – In a conformal coating dipping or spraying process, WonderMASK can be used to cover connectors and other components and areas that should not be coated. WonderMASK P and PX are recommended.
Temporary component adhesive – WonderMASK can be used to tack down components on double-sided PCBs.
All Techspray WonderMASK products have the following advantages:
- Withstands lead-free soldering temperatures up to 640°F (343°C) in wave soldering process
- RoHS compliant
Filters
Removal Method
Dispensing Methods
Sensitive Metal
Flammability
Environmental & Safety
Applied Filters
WonderMASK WA Washable Solder Mask

Non-flammable, water washable for robotic and pneumatic application
FAQ's
What is the difference between temporary solder mask and solder resist (overcoat)?
The main difference between temporary solder mask and solder resist (overcoat) lies in their purposes and longevity. Temporary solder mask is used for selective soldering and rework processes and is removed after its intended use, while solder resist is a permanent coating applied to the entire PCB surface to provide long-term protection and prevent solder bridges.
Are solder masks RoHS compliant?
Yes, all of our temporary solder masks are RoHS compliant. See RoHS documentation by using the link under the photo on the product page of the mask you are considering.
What is temporary solder mask?
Temporary solder mask, also known as peelable solder mask or removable solder mask, is a type of masking material used in the electronics manufacturing process. Its primary purpose is to protect specific areas of a printed circuit board (PCB) during the soldering process, while allowing other areas to be exposed for soldering. After the soldering process is complete, temporary solder mask can be easily removed by peeling or washing it off (depending on the type of mask), leaving the protected areas clean and free of any excess solder. This allows for easy access to the designated areas for subsequent assembly steps or inspections.
For more in depth information, check out "How To Use Spot Mask for Wave Soldering & Conformal Coating".
For more in depth information, check out "How To Use Spot Mask for Wave Soldering & Conformal Coating".
Articles

Techspray at Apex 2025 – Cutting-Edge PCB Cleaning & Repair Solutions at Booth #922
From March 18-20, Techspray will be heading to the IPC APEX EXPO 2025 in Anaheim, CA, to bring the latest innovations in PCB precision cleaning, repair, and temporary solder masking.
As a leading provider of top-performing solutions for the electronics industry, Techspray will showcase products suc...
Read This Post

How To Use Temporary Solder Mask for Anodizing and Electroplating Processes
Using a temporary solder mask for anodizing and plating processes can be a useful technique to protect specific areas of a metal surface from being coated or plated. The solder mask acts as a barrier, preventing the anodizing or plating solutions from reaching the masked areas.
Plating and anodizin...
Read This Post

Top 8 Ways Temporary Solder Mask is Used for Electronic Assembly & More
Temporary solder mask is a type of material used in electronics manufacturing to protect specific areas of a printed circuit board (PCB) during the soldering process. It can be easily peeled or washed off after soldering is complete.
While it is most commonly used to mask open vias in a wave ...
Read This Post
Videos
Techspray - US office
8125 Cobb Center Drive
Kennesaw, GA 30152, United States
1-678-819-1408
Toll-Free: 800-858-4043
Fax: 770-424-4267
Techspray - China office
ITW Specialty Materials (Suzhou) Co., LTD
Suzhou, Jiangsu, CN
008651282060808
Techspray - European office
ITW Contamination Control EMEA
Saffierlaan 5
2132 VZ Hoofddorp
The Netherlands
+31 88 1307 400
[email protected]
You did not finish submitting your information to request a sample