What is Conformal Coating?
Conformal coating is a special polymeric film-forming product that protects circuit boards, components, and other electronic devices from adverse environmental conditions. These coatings ‘conform’ to inherent irregularities in both the structure and environment of the PCB.
They provide increased dielectric resistance, operational integrity, and protection from:
- Corrosive atmospheres
- Humidity and heat
- Fungus
- Airborne contamination (dirt and dust)
As miniaturized electronics make conformal coatings increasingly popular in modern PCB applications, choosing the right coating and application method is crucial. Sifting through vast amounts of online information can be daunting, but not anymore!
This guide provides everything you need to identify the ideal conformal coating for your specific requirements. Whether you are a beginner learning the methodology or a seasoned applicator confirming your processes, this article is here to help. Feel free to use the index to jump to specific topics, and you can also check out our selection of conformal coatings here.
- Types of Conformal Coating
- Application Methods
- Thickness Measurement
- Curing Methods
- Removal Methods
- Certifications
- Regulatory Considerations
Types of Conformal Coating
There are several options for coating technologies, and the best option for your particular application should depend primarily on your level of necessary protection. The application method and the ease of rework are also important factors, but should generally be considered secondary to the necessary protective performance.
Traditional Conformal Coatings
"Traditional" coatings are 1-part, resin-based systems diluted with solvent (or rarely, water). They are semi-permeable, meaning they resist environmental exposure and increase PCB durability, but they are NOT fully waterproof or hermetic.
The following categories are based on the basic resin of each coating. The chemical composition of each conformal coating determines its major attributes and functions. Choosing the proper conformal coating for your application is determined by the operational requirements of your electronics.
Acrylic Resin (AR)
- Properties: Provides fair elasticity, high dielectric strength, and broad-level contamination protection. Economical and basic.
- Ideal Uses: General entry-level protection.
- Limitations: Does not protect against solvents or solvent vapors (not recommended for applications involving pumping equipment).
- Rework: Extremely practical. Easily and quickly removed by a variety of mild solvents without needing agitation.
Silicone Resin (SR)
- Properties: Highly flexible, rubbery coating that offers excellent protection across a very wide temperature range, plus good chemical, moisture, and salt-spray resistance.
- Ideal Uses: High-humidity environments and high-vibration areas (its rubbery nature absorbs vibrational stress). Special formulations are available for outdoor LED signs to prevent color shift or intensity reduction.
- Limitations: Not abrasion-resistant.
- Rework: Challenging. Requires specialized solvents, long soak times, and brush or ultrasonic agitation.
Urethane (Polyurethane) Resin (UR)
- Properties: Known for excellent moisture, chemical, and high abrasion resistance.
- Ideal Uses: Aerospace applications where exposure to fuel vapors is a common concern.
- Rework: Very difficult. Highly solvent-resistant; full removal requires special solvents, long soaks, and mechanical agitation.
Non-Traditional Coating Technologies
While this guide focuses heavily on traditional resins, the following technologies provide alternative protective solutions:
Epoxy Conformal Coating (ER)
- Properties: Usually 2-part compounds. Unlike traditional resins, epoxies are non-permeable and create a very hard, inflexible coating with high abrasion, chemical, and humidity resistance.
- Ideal Uses: Common in potting compounds (which completely cover electronics in a solid, level layer).
- Rework: Very difficult to remove once cured.
Parylene Conformal Coating
- Properties: Applied via vapor phase deposition. Creates an ultra-thin layer with superior dielectric strength and extreme resistance to moisture, solvents, and temperatures.
- Ideal Uses: High-precision circuit board protection where minimal thickness is required.
- Rework: Very difficult. Removal requires tedious abrasion techniques. Recoating is impossible without access to vapor phase deposition equipment.
Thin Film / “Nano” Coatings
- Properties: Dissolved in a fluorocarbon-based carrier solvent. Applied via spray or dip to create a minimally hydrophobic, very thin coat (though not truly at a nanometer scale).
- Ideal Uses: Preventing losses from very quick water exposure.
- Limitations: Does not offer the robust level of surface protection that other coating methods do.
How To Apply Conformal Coating
Once the type of coating is selected, the next question is how to apply the conformal coating. This decision should be based on the following variables:
- Production throughput requirements – The necessary prep work, the speed of the coating process, and how quickly the boards can be handled after the coating process.
- Board design requirements – Connector-laden designs, solvent-sensitive components, and other issues impact your decision.
- Equipment requirements – If a coating is only sporadically required, tying up capital and floor space with additional equipment may not make sense.
- Pre-coating processing – Some processes require masking or taping before coating in order to prevent coating of unwanted surfaces.
- Quality requirements – Mission critical electronics that require a high degree of repeatability and reliability will generally require more automated application methods.
The following are the application methods for traditional conformal coatings:
- Manual spraying – Conformal coating can be applied with an aerosol can or handheld spray gun. It is generally used for low volume production when capital equipment is not available. This method can be time-consuming because areas not requiring coating need to be masked. Also, quality and consistency of outcome are operator-dependent, so variations are common from board to board.
- Automated spraying – A programmed spray system that moves the board on a conveyor under an alternative spray head that applies a conformal coating.
- Selective coating – An automated conformal coating process that uses programmable robotic spray nozzles to apply the conformal coating to very specific areas on the circuit board. This process is used in high volume processes and can eliminate the need for masking. An applicator may have a built-in UV lamp to cure coating immediately after it is applied.

Photo courtesy of PVA
- Dipping – The circuit board is first immersed, then withdrawn from the conformal coating solution. Immersion speed, withdrawal speed, immersion time, and viscosity determine the resulting film formation. It is a common conformal coating technique for high volume processing. A great deal of masking is generally required before the coating process. Dipping is only practical when coating on both sides of the board is acceptable.
- Brushing – Brushing is a simple application technique used mainly in repair and rework applications. The conformal coating is applied with a brush to specific areas on the board. It is a low-cost method but it requires a lot of manual labor and is highly variable depending on operator proficiency and consistency This method is best suited for small production runs.
How To Measure Conformal Coating Thickness
The standard thickness for a conformal coating is 1 to 5 mils (25 to 127 microns).
Coatings are applied as thinly as possible to provide maximum protection while minimizing heat entrapment and unnecessary weight. The thinness of the coatings minimize heat entrapment, unnecessary additional weight, and a variety of other concerns. Any application thicker than 5 mils is generally considered an encapsulate or a potting compound, which relies on heavier mass to protect the board.
There are four primary ways to measure the thickness of a conformal coating.
- Wet film thickness gauge: Measures the liquid coating directly using a gauge with calibrated notches and teeth (See: http://www.geionline.com/wet-film-gauge).
- Calculation: Multiply the wet measurement by the percent of solids in the coating to calculate the approximate dry coating thickness.

- Micrometer: Measurements are taken on the board (or test panel) at several locations before and after coating.
- Calculation: Subtract the uncoated measurement from the cured measurement and divide by 2 to find the thickness on one side. This is best for harder coatings that do not deform under pressure.
- Eddy current probes: A non-destructive, highly accurate method that uses a test probe to create an oscillating electromagnetic field.
- Limitations: Strictly requires a metal backplane (or metal under the coating) and flat, direct contact. Without metal or a flat surface, readings will be inaccurate.
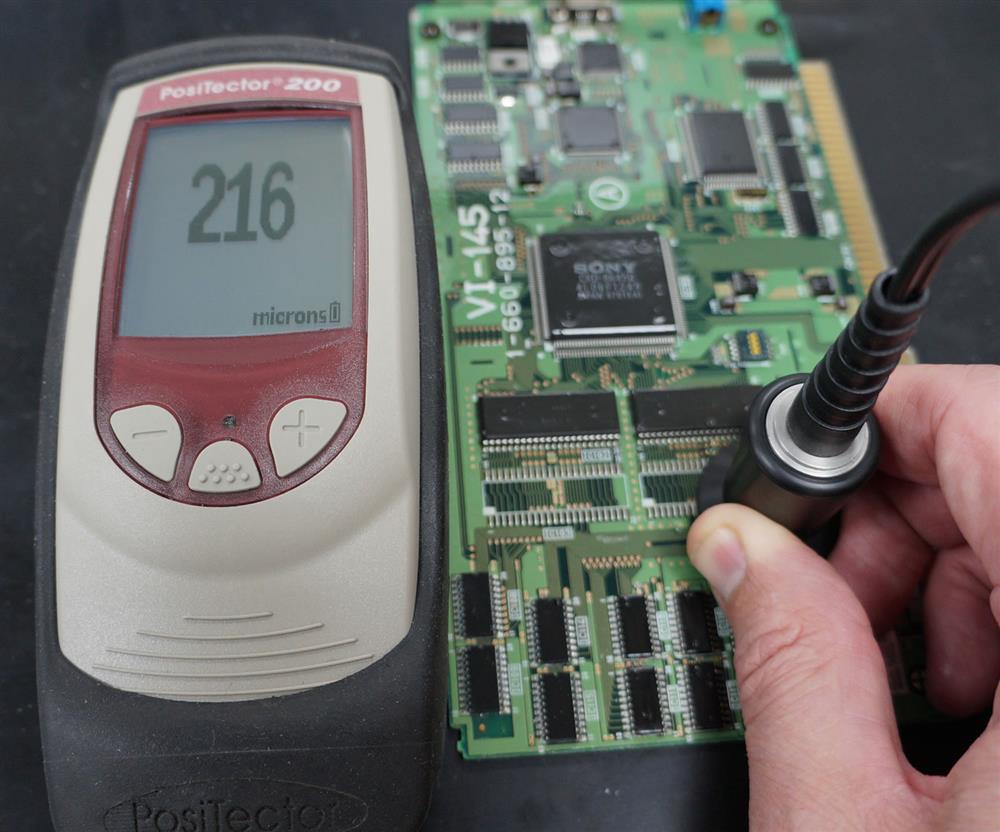
- Ultrasonic thickness gauge: Measures the time it takes for sound waves to travel from the transducer, through the coating to the board, and back.
- Advantages: Does not need a metal backplane (an edge over Eddy current probes).
- Requirements: Needs a conductive medium (like water or propylene glycol) for surface contact. This is non-destructive unless the coating is sensitive to the medium.
Curing Methods
While the curing mechanism is not a primary criterion when selecting a coating, it has a direct impact on the feasible application method and expected throughput. Some mechanisms are relatively infallible, while others are complex and leave room for error in uncontrolled processes.
If you are only replacing a single component or working on an isolated area, burning through with a soldering iron is the most common approach. However, if that is aesthetically unacceptable, if contamination is a concern, or if components are densely spaced, coating remover pens are recommended for precise application.
- Evaporative Curing: The liquid carrier evaporates, leaving only the coating resin.
- Process: Boards usually require at least two dips to build an adequate coating on component edges.
- Solvent-Based: Easy to process with consistent coverage and fast cure times, but often flammable; requires adequate ventilation and fume extraction.
- Water-Based: Eliminates flammability concerns but takes much longer to cure and is highly sensitive to ambient humidity.
- Moisture Curing: Materials react with ambient moisture to form the polymer coating; primarily found in silicone and some urethane systems.
- Hybrid Process: Often coupled with evaporative curing. As carrier solvents evaporate, moisture reacts with the resin to initiate the final cure.
- Heat Curing: Thermal energy is used to polymerize or accelerate the curing of one or multi-component systems.
- Usage: Often used as a secondary mechanism for UV, moisture, or evaporative curing when one mechanism is insufficient.
- Caution: High temperatures require careful consideration of the thermal sensitivity of the circuit boards and components.
- UV Curing: Ultraviolet light provides very fast throughput for 100% solid systems with no carrier solvents.
- Process: Occurs on the production line, but a secondary curing mechanism is required for "shadowy" areas underneath components.
- Considerations: These coatings are more difficult to repair/rework and require specialized UV equipment and radiation protection for workers.
How to Removal Conformal Coating
On occasion, it is necessary to remove a conformal coating from the circuit board to replace damaged components or perform other reworking procedures. The methods and materials used to remove coatings are determined by both the coating resins and the size of the area, which can impact the time required for removal.
The basic methods as cited by IPC are:
- Solvent Removal – Most conformal coatings are susceptible to solvent removal; however, it must be determined if the solvent will damage parts or components on the circuit board. Acrylics are the most sensitive to solvents hence their easy removal. On the other hand, epoxies, urethanes, and silicones are the least sensitive. Parylene cannot be removed with a solvent.
- Peeling – Some conformal coatings can be peeled from the circuit board. This is mainly a characteristic of some silicone conformal coatings and some flexible conformal coatings.
- Thermal/Burn‐through – A common technique of coating removal is to simply burn through the coating with a soldering iron as the board is reworked. This method works well with most forms of conformal coatings.
- Microblasting – Micro blasting removes the conformal coating by using a concentrated mix of soft abrasive and compressed air to abrade the coating. The process can be used to remove small areas of the conformal coating. It is most commonly used when removing Parylene and epoxy coatings.
- Grinding/Scraping – In this method, the conformal coating is removed by abrading the circuit board. This method is more effective with harder conformal coatings, such as parylene, epoxy and polyurethane. This method is only used as a method of last resort, as serious damage can be incurred.
If you are only replacing a single component or working on an isolated area, burning through with a soldering iron is the most common approach. However, if that is aesthetically unacceptable, if contamination is a concern, or if components are densely spaced, coating remover pens are recommended for precise application.
Conformal Coating Certifications
Certifications are an important way to distinguish general-purpose varnishes and shellacs from engineered coatings designed specifically for PCB protection. When selecting a coating, look for the availability of 3rd party test documentation, rather than coatings with the simple claim that “they meet the requirements.”
Both major standards below use the UL94 standard to judge flammability, with a V-0 rating signifying the lowest flammability potential.
IPC-CC-830B / MIL-I-46058C
This standard originated with the military standard MIL-I-46058C, which became obsolete in 1998. The civilian version, IPC-CC-830B, is nearly identical; if a board passes the IPC spec, it is generally understood it will also pass the MIL spec, and vice versa.
IPC-CC-830B consists of a battery of tests, some are pass-fail and others provide reference data, including:
- Appearance
- Insulation resistance
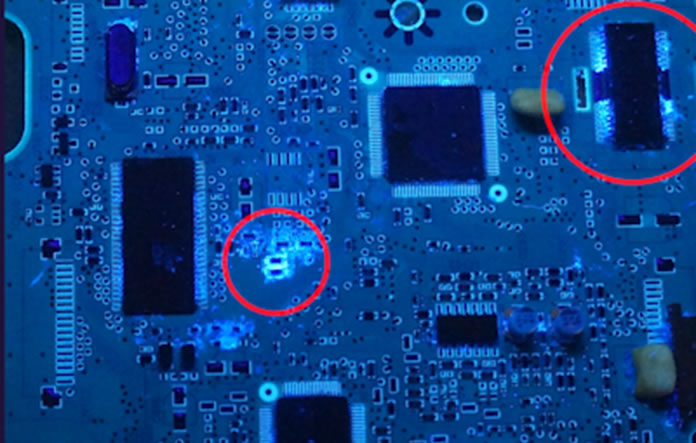
- UV fluorescence
- Fungus resistance
- Flexibility
- Flammability
- Moisture and insulation resistance
- Thermal shock
- Hydrolytic stability
UL746E
Underwriters Laboratories (UL) is a credible safety certification body worldwide, and UL certification is commonly required for consumer goods. UL746E tests for both the electrical and flammable safety of coated electronics.
- Electrical Safety: Uses a battery of tests similar to IPC-CC-830B, but includes a cycling current load to constantly measure the failure of the isolative properties of the coating.
- Flammability (UL94): Involves attempting to light the cured coating with an open flame and observing the sustainability of the flame.
Once a coating passes UL746E, it can be registered with UL and assigned a registration number. These products can include the UL symbol (which looks like a backward “UR”). To maintain the registration, a coating must be retested annually
Partial Testing and Specialty Failures
Coatings are often tested to standards that only represent a portion of the whole standard (such as just UL94 when flammability is the main concern). Some specialty coatings may not be tested to the entire IPC-CC-830B or UL746E standards because they may "fail" specific parts of the test due to the nature of the product.
- The LED Example: Some coatings intended for LEDs leave out the UV indicator to prevent color shift. Because IPC-CC-830B requires this indicator, these coatings automatically disqualify.
- The Result: It is impossible by definition to pass IPC-CC-830B and have optical clarity in the UV part of the spectrum. These failures are a reflection of the coating's necessary application, not the quality of the product.
Regulatory Considerations
Safety and environmental considerations should always play a part in chemical selection and process design, but different regulatory bodies make this an even more challenging feat, as requirements must be interpreted and matched with product specifications.
OSHA (Occupational Safety and Health Administration)
In the U.S., OSHA holds overriding authority over worker safety. Because many coatings are flammable or emit toxic fumes, strict adherence to the following is required:
- Ventilation & PPE: Use explosion-proof ventilation when dealing with flammable fumes and provide appropriate Personal Protection Equipment (PPE) to keep exposure below safety thresholds.
- Alternative Materials: Water-based coating materials can help avoid flammability issues.
- HAPs (Hazardous Air Pollutants): Newer coatings are available that exclude HAPs, government-classified toxic chemicals, such as toluene, xylene, or methyl ethyl ketone (MEK).
- Labeling (GHS): The Global Harmonized System (GHS), identified by red diamond symbols, must be followed for labeling.
- Documentation (SDS): Safety Data Sheets (SDS) must be readily available to all operators for any hazardous chemical in the facility.
EPA (United States Environmental Protection Agency)
EPA requirements must be followed at both national and regional levels in the U.S.
- Ozone Depletion: Following the Montreal Protocol treaty, the EPA restricted ozone-depleting chemicals. While these are no longer common in modern conformal coating formulations, compliance remains mandatory.
- Regional Strictness: If a regional agency has stricter requirements than the EPA, the more rigorous standards must be followed.
CARB (California Air Resources Board) and Regional Regulations
Local agencies play a growing role in environmental restrictions.
- VOCs (Volatile Organic Compounds): CARB was a pioneer in laying down VOC (smog-producing chemicals) restrictions by product category, a lead followed by many other regional agencies.
- GWP (Global Warming Potential): This is the latest environmental metric being integrated into regulatory discussions and chemical selection.
This concludes our guide on conformal coating. We hope that it answered your questions and provided proper guidance in selecting the best products and methods for your needs. Like any challenge, selecting the best coating and coating process can be broken apart, analyzed, and solved.
Now we want to turn it over to you…
What did you think of this guide? Maybe there is something we missed. Let us know by leaving a comment with your feedback. Techspray has experts available that will guide you all the way through the selection and qualification process.
Frequently Asked Questions (FAQs)
Q: Is conformal coating waterproof?
A: No. Most traditional coatings (Acrylic, Silicone, Urethane) are semi-permeable. They provide excellent moisture and salt-spray resistance, but they are not fully hermetic and are not designed for continuous submersion.
Q: What is the standard thickness for a PCB conformal coating?
A: The industry standard is 1 to 5 mils (25 to 127 microns). Coating beyond this thickness can trap heat or lead to material cracking; thicker applications are typically classified as potting compounds.
Q: Which conformal coating is the easiest to remove or repair?
A: Acrylic Resin (AR) is the easiest to rework. It dissolves quickly in mild solvents without the need for agitation, making it ideal for field repairs and component replacement.
Q: Can conformal coatings withstand high temperatures and vibration?
A: Yes, but resin choice is critical. Silicone Resin (SR) is the best choice for extreme temperature ranges and high-vibration environments due to its flexible, rubbery nature.
Q: How do I verify if my coating meets industry standards?
A: Look for IPC-CC-830B or UL746E certifications. These ensure the coating has been tested for insulation resistance, flammability (UL94 V-0), and environmental stability rather than being a general-purpose varnish.