What is Vapor Degreasing?
Vapor degreasing is the cleaning process which involves condensing solvents vapors on the object that is being cleaned. The process doesn’t require any water or scrubbing. Instead, the vapor-degreasing machine uses solvent vapors to cleanse and remove contaminants from parts. This process is used to clean various materials during the manufacturing process such as plastic, glass, metal, gold, and ceramic.
How does Vapor Degreasing work?
In its most basic configuration, a vapor degreaser contains two tanks that are called sumps, a metal basket, and bands of cooling coils. The first sump boils the solvent (boil sump) and the second sump (rinse sump) collects the solvent distillate. You can take a look at our selection of vapor degreasing solvents here.
As a secondary cleaning method, the parts may be dipped into a boil sump, then agitated with high-frequency, ultrasonic for additional agitation.
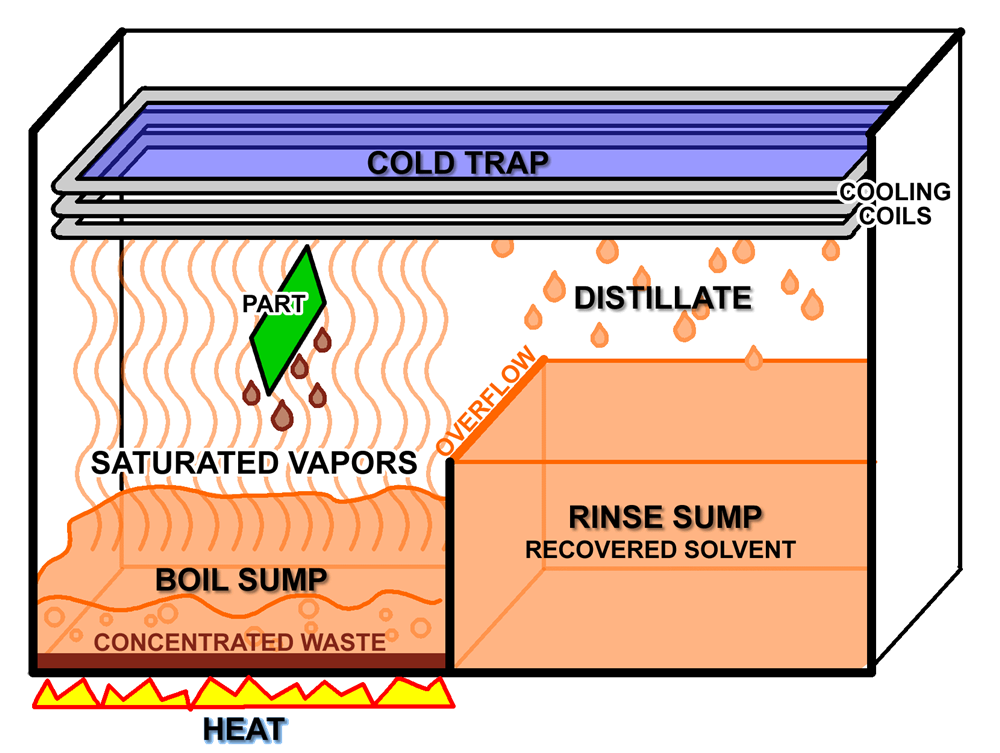
In this process, parts are placed in a metal basket that is lowered within the machine. The basket remains above the boiling solvent but below the cooling coils. The vapor degreaser boils the solvent. Solvent vapors rise but don’t escape because they’re trapped within the machine by a layer of refrigeration provided by the cooling coils.
The vapor then condenses on the surface of the parts dissolving the contaminants. As the solvent drips off the objects it removes the soils with it. This is a closed-loop process, so the solvent is cycled over-and-over again. The vapors rise into the cold trap, condense into liquid, then run back down into the rinse sump. The rinse sump then overflows into the boil sump. The soil stays in the boil sump and does not travel with the vapor, thus avoiding cross-contamination of both the parts and the rinse sump.
Those who wear glasses will find this process familiar. It happens when someone leaves a hot environment, and then enters a cool room. The warmer, more humid air outside will condense as a fog on your colder glasses. Once you step back inside to the dryer air, and your glasses will clear. The overarching process present in all of these scenarios is referred to as the “reflux method” - warm vapors condensing back into liquid when cooled.
In Which Applications and Industries Are Vapor Degreasing Used?
In almost any industry where precision cleaning is paramount to the manufactured parts, vapor degreasing can be found. It is common in the automotive, aviation and aerospace, medical device manufacturing, jewelry manufacturing, and electronic assembly industries.
Various methods have been developed along the way to include vapor only cleaning, vapor-spray-vapor, liquid-vapor, boiling liquid-warm liquid-vapor, spray-under-immersion, and vacuum degreasing. Of note, ultrasonic cleaning can supplement nearly all of these methods.
What Are the Benefits of Vapor Degreasing?
The clear benefits of vapor degreasing are superior cleaning results, repeatability, and lack of dependency on operator techniques and manual cleaning methods. The use of vaporized solvent avoids cross-contamination, which is a problem with cleaning methods that reuse either solvents or cleaning solutions from part-to-part. The use of solvents enables objects to dry quickly without a secondary drying process.
Although vapor degreaser solvents are generally expensive compared to other cleaning materials, they are continuously recycled in the closed-loop process, which can make it an economic method of cleaning over time. In addition, compared to batch or inline systems common with aqueous cleaners, vapor degreasing doesn’t require heating water, rinsing, drying parts, or treating wastewater post cleaning.
How to Select the Best Vapor Degreasing Solvent?
With the exception of co-solvent or binary solvent degreasing, it’s important that a vapor degreaser solvent is as close to an azeotrope as possible, meaning that all the solvent constituents boil at around the same temperature. This ensures the formulation does not change as the solvent is vaporized and reconstituted hundreds of times in the closed-loop cycle.
An azeotrope (as used in the cleaning world) is a mixture of two or more liquids whose chemistries are exactly the same in both vapor and liquid phases. There are properties of any azeotrope which are unique. For example, a binary solvent blend contains two solvents, each with its own boiling point. When one combinines these two solvents in a precise manner, the resulting product exhibits a boiling point different than either of the individual components and it maintains that boiling point throughout the process. It acts as a single component product.
Near-azeotropes, on the other hand, will fractionate (split) the two ingredients to a small degree as they boil. Although stable once equalized, the composition of the vapor and liquid phases are not exactly the same. One phase will be skewed greater with one component while the other phase will be greater in the second component. Due to this, there may be small differences in cleaning performance between the liquid and vapor phases.
Now that we understand the terms, let’s look at the comparative advantages of an azeotrope versus azeotrope-like in vapor degreasing. In a near-azeotrope system, you will probably get slightly better performance with soil in one phase or the other. This could be beneficial in the vapor phase if you are restricted from using immersion due to the sensitivity of components, materials, etc.
When using a near-azeotrope solvent over a longer period of time, solvent losses will occur either from vapor escaping the cool zone or drag-out, causing the relative concentrations to shift. Depending on the composition of the solvent blend, the operating condition of the equipment, and the amount of time, the change in the component ratios may produce an unsafe operating condition, or at the very least, impede cleaning performance. For example, one component of the solvent mixture may quench the flammability of the other, so a change in the component ratio could increase the likelihood of the vapors igniting.
Selecting and qualifying a vapor degreaser solvent is in itself an involved topic that we will cover in later papers. In short, you will need to identify a solvent that cleans your particular soil well, does not damage your parts if they are sensitive to solvent exposure, falls within your local environmental guidelines, and contains the lowest possible toxicity. Many companies are actively replacing n-propyl bromide (nPB) and Trichloroethylene (TCE) based solvents because of the high toxicity and risk factors, like cancer.
What is the Best Location for a Vapor Degreaser?
When purchasing a new (or an additional) vapor degreaser machine, the location of the unit should be considered thoroughly to find the optimal positioning of the equipment. The following parameters are some areas of concern to keep in mind.
Space requirements/clearance - Get the exact measurements of the unit from the vapor degreaser manufacturer to ensure the area in question meets the space requirements for footprint and equipment access constraints within the desired operation/maintenance. These items include solvent loading/unloading, refrigeration repair, water removal, heating element removal, and (possibly) separate solvent distillation process equipment. Clear access to all control panels, emergency shutdowns, and power supplies is a must!
Ceiling height may be a concern, especially with long vertical parts that must be processed. Robotic axis options for programmed basket/part movement into and out of the unit may be restricted by ceiling height and other overhangs. If this problem applies to your particular situation, some units are placed into “pits” to mitigate vertical space constraints.
Never install a vapor degreaser in an area near open flames, ovens, or areas where arc welding is performed.
Elevation – Since many newer vapor degreaser models are more efficient and more compact than older models, this may not be an issue for you. However, elevation is ultimately determined by the height of the model and should be taken into account for safety requirements. Larger models may be fitted with stairs and rails to provide safe and convenient access.
Process flow – It is always preferable to place the unit as close to the process area as possible to maintain flow integrity. However, this is dictated by facility layout and may not be possible.
Drafts – Avoid cross drafts at all costs! This causes vapor removal/product loss resulting in both exposure to employees and negative financial implications. DRAFTS = SOLVENT LOSS. No drafts should be allowed around the entrance/exit working areas of the unit. Common areas where drafts occur include air conditioning ceiling registers, doors, windows, fans, and extraction vents. You may find it necessary to construct walls around the unit or even place the unit in a separate room.
Ventilation – Since most vapor degreaser solvents commonly used today have vapors that are heavier than air, a floor draft that creates a laminar flow to carry or sweep the vapors is highly recommended. This is the only acceptable type of draft that should be occuring the immediate vicinity of the system.
Humidity – Water vapor absorbed into the system’s chemical compounds can be a major concern. Many of the modern formulas are halogenated, which means that water entrainment can cause hydrolysis, resulting in the associated acid being formed (“going acid”). If your facility is humidity-controlled for ESD purposes, it will remain constant year-round, allowing technicians to both trend the degradation of the material over time and keep up with water removal. If the facility is not currently controlled, enclosing the unit in a humidity-controlled operation room should be considered.
Pit Concerns – If the unit must be located in a recessed area or pit, a general rule of thumb is that if the pit is more than 2 feet deep, users should make provisions for it to be exhausted at a minimum rate of twice its air volume per minute. Ventilate at least 10 minutes before entering the pit area. (source: Baron Blakeslee, M-line Manual)
Emergencies – Plan out emergency scenarios in the area for egress/ingress, and placement of safety equipment such as eye wash stations, safety showers, and fire extinguishers. Draw on such resources as the local fire marshal and your insurance supplier for code and permit compliance.
What are the Key Operational Checks When Setting Up A New Vapor Degreaser?
- Check for solvent leaks - Leaks can be in the solvent containment system – sumps, return troughs, wand – almost anywhere the solvent travels such as lines, pumps (including system seals/gaskets), and the water/solvent separator. Anywhere there are welds or canister bolts (such as the water separator), the potential for leaking exists. Besides the solvent system, the refrigeration system must be checked from the compressor, through the discharge line, and back to the compressor via the suction line.
- Verify the cooling system is functioning properly - Besides leaks, the refrigeration system needs to be verified that not only is it cooling, but that it can operate adequately to handle the heat load generated during condensation of the hot vapors.
- Check set point temperatures of the heating system – The heating system should be checked that it is operational and can hold the set point temperatures. This can be conducted by comparing it to readings from a separate thermometer. Safety temperature overloads should also be verified.
- Check ultrasonic frequencies - Ultrasonics (transducers) should be checked for the correct frequencies. This is easily done by checking the rating on the transducers to ensure you have the correct type (or the one you ordered) for the type of cleaning you plan to do. Ultrasonic cleaning is commonly performed in the 20 – 80 kHz range but can go as high as around 130 kHz. The lower frequencies are generally used for large parts cleaning while the higher frequencies are seen in more precision cleaning applications such as very small or highly complex geometrically shaped parts. Some units may have multiple transducers. These either can be outside and attached to the sump (usually the wall but can be on the bottom plate) or can be inside the sump (usually looks like a round bar extending into the fill area of the sump).
- Test wand operation - Wand operation should be checked for activation and cut-off by whatever mechanism it uses. Most of the time, it is power-activated by a foot switch pedal.
- Test movement robotics - If so equipped, any movement robotics should be checked that they follow the programming guide in time, distance, direction, correct stopping, and smoothness of operation (i.e. there is no binding of any type).
- Test electronics controls - All electronic controls (touch screens, dials, buttons, switches, etc.) should be verified that they can be properly activated and deactivated.
How Do You Optimize a Vapor Degreaser Process?
Before you perform the optimization process, it is important to note the following:
- This should be performed on each different part you clean. This will help you develop SOP’s that your operators can follow.
- A subset of this process is to develop a program for each different soil on the parts. As an example, you may be a contract manufacturer that utilizes a large number of solder pastes and fluxes depending on the requirements and call-outs of your customer.
- Determine, by the construction of the parts, which of the various cleaning options you can (or cannot) utilize based on the sensitivity of the components. For instance, what is allowed by the customer – immersion (boil or clean/cold sumps), ultrasonics, wand usage, etc.? Some customers may leave it up to you to determine the best and most efficient method while others will tell you what is not allowed or not recommended due to the sensitivity of the components. For instance, RF components generally cannot withstand the aggression of an ultrasonic process due to their sensitive frequency operation.
As our example, we will use a basic PCB to be defluxed with no sensitive component restrictions. However, also assume the customer has specified that there will be no immersions such as vapor zone cleaning, but spray wand usage is OK.
Hopefully, your chemical manufacturer has performed cleaning trials on these test boards and has provided you with a general guideline for vapor zone cleaning only. Use these settings as a starting point. If this has not occurred, you will need to start from scratch.
Step 1: Optimize for Maximum Condensation
- Run the test board with a standard vapor zone cycle time to assure that maximum condensation has occurred (when condensation stops, the part and the vapor have reached the same temperature and will be essentially dry). Record this time.
- At this point, cleaning has ceased. Remove the part following the withdrawal procedure and inspect for cleanliness. If there is remaining flux residue, the cycle must be repeated.
- Re-insert the part next to the cold condenser to chill it as much as possible. The goal is to obtain a wide temperature delta between the part and the hot vapors (record this length of time for future reference).
- Again, lower the part into the hot vapors and record this time (it will probably vary a bit from the first cycle).
- Go through the withdrawal procedure and again inspect the piece. If it meets the cleanliness requirements, you’re done. If not, repeat the cycle until clean.
- Verify the vapor zone cleaning procedure based on your specific validation plan.
Step 2: Evaluate Supplemental Cleaning Steps
Since there was no restriction on wand usage, test this along with the times recorded for vapor zone cycles.
- Start by using the wand (record the time of spraying) prior to the vapor zone cleaning and see if that makes an improvement.
- Increase the spray times a bit prior to vapor immersion to see if cleaning improves. If not, start decreasing the times to find the maximum cleaning effect in the shortest amount of time.
- Also, try the wand spray in the same manner at the end of the vapor cycle times.
- Record all of these spray wand variations and times for later compilation.
The idea behind this simple example is to increase cleaning performance in a timely manner. In turn, this increases throughput, decreases solvent loss, and operates the unit in an efficient manner.
For each cleaning option/variable you try, if the option does not increase cleaning performance or reduce time, discard it. At each stage of the experiment, go back and re-verify each option/variable until you are convinced that the process is operating flawlessly and with maximum performance.
Obviously, you can see that if you have multiple parts and soils, this can take a long period of time to set up your cleaning programs or schedules. However, once done, your operators will have a clear step-by-step recipe for the variations in parts and soils. Each time a new one is added, the validation process must be repeated and an addendum made to the program to follow. Clearly logging these SOPs also allows for smoother technician turnover and increased product consistency over time.
Essentially, any time the upstream process changes, the “cleaning department” should verify what, if any, changes should be made to account for this. This will give your process team members confidence that the cleaning method was validated by a strict set of rules and the most efficient method was chosen to both meet customer performance standards and streamline production time efficiency. It is well worth the time spent in optimizing and recording the process. Your customers and team members will appreciate the results.
TECHSPRAY VAPOR DEGREASER SOLVENTS
Techspray has a large variety of solvents intended for vapor degreasing under the brand names PWR-4™ and Precision-V™. These products are engineered to be less toxic than many other solvents commonly used in vapor-degreasers: e.g. TCE (Trichloroethylene, CAS #79-01-6), nPB (n-Propyl Bromide, CAS #106-94-5), and Perc (Perchloroethylene, CAS #127-18-4).
These are just a few areas of consideration. Please consult the equipment manufacturer, your engineering staff, and consider local environmental and safety regulations to ensure your unit is placed in the most optimal location.If you have any questions that we didn't cover here, be sure to post them below. We'll make sure to answer them and add them to future updates in this post. And if you would like to speak with a specialist from Techspray about vapor degreasing contact us today.
Techspray has technical resources to help you evaluate and set-up your vapor degreaser machine. Contact us or give us a call at 770-424-4888 to get started.
Resources
The Expert’s Guide to Degreasers & Maintenance Cleaners



















