Speakers:
- Pierce Pillon – Senior Field Engineer, ITW Contamination Control Electronics
- Kevin Pawlowski – Application Specialist, ITW Contamination Control Electronics
- Mike Konrad – President, Aqueous Technologies
Table of Contents
(click to view subject)- Introductions & Overview
- Why Clean Your PCBA?
- Batch Cleaning Overview
- DI Water vs. Chemistry
- Cleaner Selection
- Process Optimization
- Process Validation
- Conclusion
Introductions & Overview
Kevin Pawlowski:
Welcome to our Batch PCBA Cleaning webinar. We're going to be talking about optimizing for maximum output. A quick introduction, firstly, myself Kevin Pawlowski, application specialist with ITW Techspray. I've been doing this for about 18 years, so a good long time. If you chat, if you email, any of that, call, very often, you're going to get a hold of me and I'm going to talk you through it. If it gets a little heavy, then hey, I'll get Pierce involved.
Pierce Pillon. Now Pierce, is our current field engineer, and so if you run into any problems out there using our products, he's the guy to parachute in and help you out. He's the former lab manager for Techspray, and he had been doing that for 16, 17 years, and so a lot of the formulas you guys maybe working with out there, he's the guy that actually developed it, so there's nobody with more expertise on our products than that. Before that, he was in the petrol industry Getty, Chevron, if you remember some of those brands. He's very active in SMTA, IPC and SATA. SATA is the Southern Aerosol Technical Association.
Also, we've got a guest speaker. Mike Konrad. Mike is the president and founder of Aqueous Technologies, a leader in the cleaning equipment. That company was founded in 1992, 30 years ago. He's very active in IPC, SMTA, and other trade associations, and he is the host of a podcast, Reliability Matters.
What we're talking about today is board level cleaning and specifically batch cleaning. Mike is going to get into batch cleaning versus in-line, and Pierce is going to get more into the chemical side of it. Between these guys, Mike, very much the equipment guy, Pierce, very much the chemical guy. You got it all here. This is the brain trust. That's where it's good timing for it. If you guys are running into any problems out there with your operation, these are the guys to talk to, so this is a great opportunity.
Pierce is to get into the, how to select a cleaner, what's important. Mike is going to get back into optimizing cleaning process and process validation.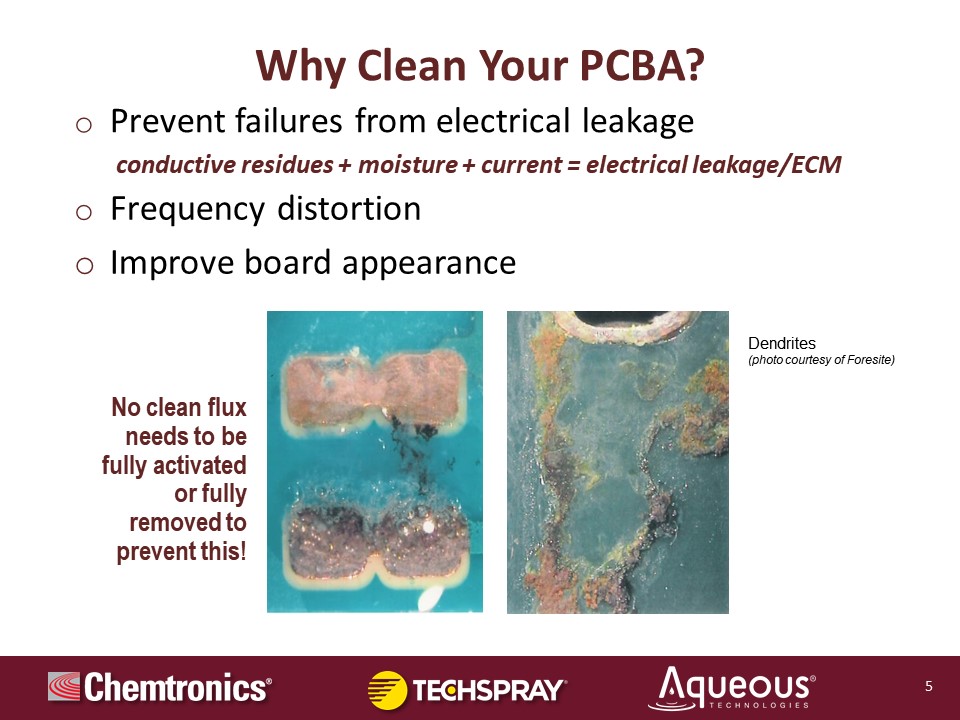
Why Clean Your PCBA?
Pierce Pillon:
The big question is, before we even get started is, do you want to clean? Or do you not want to clean? Well, that's going to be dependent on a lot of different subjects here, but generally is going to be dependent on the specifications that you use, the requirements for your cleanliness, the contracts that you have with your customers.
Some of it may be due to further manufacturing down the line, such as coating, or if you're doing some thru-hole work, and also the mission of the final assembly. Your unit, the part that you manufacture may not actually be the final assembly. That may be one part on the final assembly, so you need to keep all that in mind.
Now, if your choice is to clean, then the process, the chemistry and the equipment all need to be validated together to meet these requirements that you set for yourself, and the process should be documented. It's always best to document how your process is set up. Perhaps some insight as to what led you that direction, and it should be revalidated or even completely requalified when upstream changes occur. Next slide.
Okay. Why clean your PCBA? Mostly it's to prevent failures from electrical leakage, because if you leave residues on the board, that's one leg of the triangle here is conductive or ionic residues plus available moisture, which we'll get into in just a second, plus a current potential, and that's going to lead to electrical leakage.
Frequency distortion, many high frequency or RF circuits are very prone and very sensitive to FOD, to flux residues, to a lot of different materials that can be on your board, and it distorts that. And many times, other than commercial uses like Bluetooth and things of that nature, a lot of this circuitry, you're going to find in military and aerospace applications, so it's very important that these boards essentially be pristine when they're put into their own application on the unit.
Lastly, you want to improve the board appearance, and that's generally customer driven. That's a side issue, but it does come up. Again, why clean your PCBA? Well, if you're going to coat, this is one reason why. It will prevent corrosion of the leads and the contacts, because conformal coating won't prevent this. If you don't clean and you coat over some ionic residues, especially at the contact points like this, right around the traces, just to let you know that all coatings, other than perhaps Parylene, have a tendency to breathe, they let moisture vapor in, they let moisture vapor out, and so if you've got a residue, an ionic residue such as this, and you have that availability of moisture, as soon as there's a potential on that circuit, that can lead to either dendritic growth or further corrosion of the metallic parts.
Again, if you're going to coat, coatings love clean, you've got to have really good adhesion to that substrate, whatever it may be, whether it's the laminate pad, a land in a through hole, whatever it may be, the terminal connections. This is a picture, although it's highly magnified, this is a section of coating that's lifted off the board.
Improving that cleaning will prevent delamination, which is what this is, and you rarely ever see delamination during the inspection at your facility. I'd say 98% of the time, you're going to find out because of a field failure. These usually happen months after it's left your facility and that circuitry is put into use.

Batch Cleaning Overview
Mike Konrad:
There's several methods to clean circuit boards after reflow today. They fall pretty much into two categories. They're either batch format or conveyorized format. There's aerosol cleaning, which is very popular in rework. Highly recommended method of reworking a part. Particularly one small section of a board of a component has to be exchanged.
There are dip tanks, ultrasonic immersion, eductor immersion, spray under immersion. Those are all not as popular for production, but certainly for rework and other types of cleaning applications, they have a home. Then there are traditionally batch format automated systems. They could be as simple as a dishwasher. I wouldn't highly recommend you run out to Best Buy right now and buy a dishwasher to solve your cleaning needs. However, they fall into that category.
Then there are batch format cleaners that are designed to clean circuit assemblies made by a number of reputable manufacturers. Then there are conveyorized or in-line cleaning machines, as you can see on the lower right. The two most popular in use today for production cleaning would be batch and conveyorized or in-line machines.
Here's a pop quiz for you. Which of these are batch machines? Is it the two on the right? Is it the two on the left? Is it none of them? Is it all of them? Well, the answer to that question is, it's all of them. Batch is not the style of machine, batch is how the machine is being used. If you notice the pictures on the left, which pretty much everyone will say, "Those are in-line machines."
Well, I'll beg to differ, because what are they in-line with? They're not in-line with anything. I forget. It's the next slide a picture of... Yeah, there we go. Thank you. They're not in line with anything. They are little satellites, which is an extremely common way of running conveyorized machines, at least in North America.
It's very rare that I go through a factory where the conveyorized cleaner is connected to another conveyor. There's usually some person named Bob or Sally that is standing at the entrance and loading boards and running 23 feet down to the other side, catching boards before they fall out under the floor. That is the most common way of running conveyorized machines, there's nothing wrong with that, but that is why I differentiate in-line, which would actually be connected in-line with something, and batch where boards are manually loaded and unloaded.
One of the many reasons why conveyorized machines are generally not put in-line with anything is, cleaning used to be mainstream. Pretty much every circuit assembly was cleaned up until about 1989. Between 1989 and 1999, the Montreal protocol a ban on the cleaning solvents that were being used came into effect and No-Clean necessity being the mother of invention, No-Clean came out and said, "Hey, wait a minute guys, you don't have to clean. Let's just pretend cleaning doesn't even need to be performed anymore." Which back then was largely true.
A couple, few decades have gone by, and now all of a sudden everyone is rushing back to cleaning for a variety of reasons that are probably a topic for another webinar, but because you're on this call, you're probably aware of that already. I'm preaching to the choir.
Now all of a sudden people are looking at cleaning again, but their production lines are already built, so where are you going to put your conveyorized cleaner or your batch machine for that matter? You're not going to put it in between the reflow oven and the AOI machine because there's no space. Then which line are you going to put it in? For that reason and many others, machines whether they have a conveyor on it or not tend to be run against the wall somewhere convenient to multiple production lines.
I'm not saying this to say traditional batch or traditional conveyorized is better or worse, I'm just saying we're going to get into optimization, and these factors that I'm describing about how machines are operated fall into that optimization conversation.
Pros and cons, it's a misnomer when we say batch versus in-line, as if there's going to be a winner. There is no one winner that's predictable. There are machines that are better for specific applications, and machines that are less good for specific applications. If the goal is to optimize a process, to have the lowest cost for clean assembly and the fastest possible time using the lowest amount of chemical and environmental impact, that is perfect optimization.
The first start for optimizing a process is not taking the machine and trying to make it run better, it's choosing the right machine to begin with. You can definitely buy a batch machine and realize that you're going to need 20 of them running 24 hours a day to keep up with your production, in which case you cannot optimize that very well. You should have gone with a conveyorized machine or an in-line machine. The opposite is also true. You can start off with a big conveyorized machine, and then you're only running 100 boards a day, and there's no way to optimize that to any level of efficiency, so it starts with the equipment selection.
Batch and conveyorized machines produce identical cleaning results, let's just get that out of the way. There was a time when, if you had really difficult to clean assemblies, you would always go with a conveyorized machine, with an in-line machine because they clean better. That's not true anymore. Whether you have bottom terminated components or through hole components or anywhere in between lead free alloys or eutectic alloys, it really doesn't matter, both batch and conveyorized machines clean equally well. The difference are other factors.
One needs to look at your budget. To start off with the right equipment, it has to fit your budgetary requirements, and that's not just the acquisition budget, that's the all-in budget, the actual cost of operation. You need to look at your throughput requirements. You don't want to take a machine and stretch it beyond its capability, that's not very efficient. You don't want to take a machine that's over capable and run it at a much slower throughput rate. That's also not very efficient.
We want to look at environmental regulations because that would cost you way more money if you go awry of those, that you'll never be able to optimize a process if you stray into environmental regulation territory. Then we want to look at what the cost per clean assembly is. I talked about the budget being all in, that's the defining moment of all in. How much does it cost to produce that clean assembly?
Typically, on a well optimized process, it's about five or six cents per assembly. It could be a little bit less, it could be a little bit more, but that's pretty typical if the process is optimized and a part of that optimization process includes the utility, how much it's going to cost to run the machine from an electrical standpoint, water standpoint, ventilation standpoint, etc.
I like to use the school bus analogy, because there's nothing wrong with a school bus. A school bus is the most efficient method of taking 68 children to soccer camp. That beats 10 minivans. If you need to take 67 or 68 kids to soccer camp, you put them in a school bus. The cost per child to go to soccer camp and return home safely is pennies. Even though the school bus probably costs two or $300,000, and even though it probably gets about four miles to the gallon, it's still cost efficient because we maximize the efficiency and the capabilities of that school bus. Next slide, Kevin, please.
However, if you only have six kids, or five or six kids or eight kids, putting them in a school bus will actually have a high cost per child, in terms of transportation costs. It's going to take the amortization of the school bus and the operational cost of the school bus, fuel maintenance, driver, etc, insurance, and you're going to amortize that over just a handful of kids. In that scenario, a minivan would be much more appropriate.
Now, one cannot say a minivan is better at taking kids or a school bus is better at taking kids. They both perform the identical function. They both are safe, and they both can get the kids to their location on time. The difference is, which is more suitable? Which can be optimized?
Clearly, just like school buses and minivans, cleaners fall into the same category. And of course, I would submit the obvious, which is that the conveyorized cleaners are the school buses in this example, and the batch cleaners are the minivans in this example. Sometimes two minivans work, sometimes one school bus works and that's where the efficiencies have to balance out.
The IPC in their guidelines for cleaning printed circuit assemblies, CH65B, states in section 12-7-11, that batch cleaning machines, batch cleaning equipment represents the largest global installed electronics assembly, cleaning processes and encompasses several specific cleaning technologies and throughput capabilities. That's not me talking, that's IPC talking.
I only state that because in North America, the production requirements are very different than in parts of Asia, for example. If you're a Foxconn building boards for Apple, and you're going to build 12 million of the same boards in two months, you have this glorious economy of scale that mere mortals don't possess. If you are cleaning, it's probably a bad example to use iPhones, because I don't think any of them are clean, but if you are doing a high volume of the same thing, that's the school bus, fleets of school buses work very well in that environment.
However, in North America, batch machines are predominant in market share and every manufacturer of conveyorized in-line machines from Speedline to Technical Devices, to Austin American technology, to Stoll team and others, all offer batch format equipment in addition to school buses, so they are selling minivans and school buses all in one, and they do that because they realize that that's where largely the market is headed.
The US has higher varieties and lower quantities. When I say the US, I mean all of North America, we're known more for that, and that's the reason why they're a little bit more popular, and that's the reason why they're a little easier to optimize if the application is suitable.
A tiny little bit about us. You didn't come here to get a sales pitch, so I'm not going to give that to you, but just to put everything in perspective. I started this business almost 30 years ago, just short of 30 years ago in 1992. We manufacture automated cleaning, refluxing equipment, stencil cleaning equipment, ionic contamination testing, ROSE testing, basically.
We're located in Southern California. Everything is built and designed in Southern California, and we have a little over 5,000 machines that we've sold across five continents. If global warming continues, we can maybe get Antarctica on our list of customer sites, but right now, fortunately we haven't been able to sell there.
DI Water vs. Chemistry
Pierce Pillon:
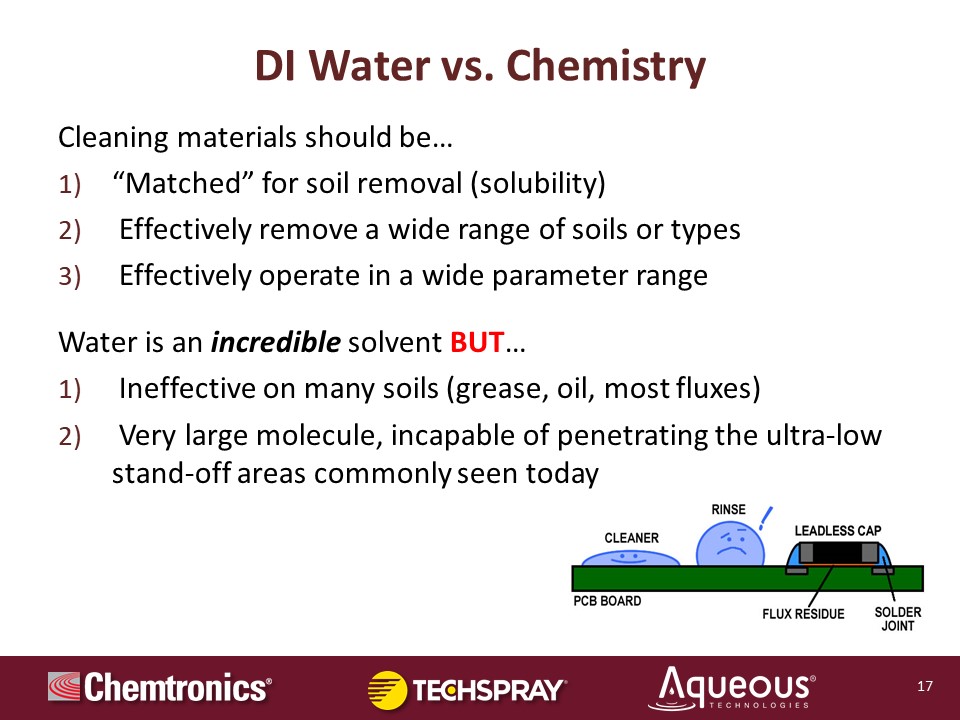
We're to go with plain water or deionized water versus chemistry added to that solution. When you're looking at this, that whatever cleaning products, cleaning materials that you decide on, these are the three top categories that you should look for.
Number one, the cleaning materials, from your cleaning product, should be matched through either looking at solubility parameters or empirical evidence done in say a lab setting, they have to be matched together with the soils that you're trying to remove, whether it's grease or oil or flux residues, whatever it may be. If you are choosing the wrong material and it doesn't work, doesn't make any difference how inexpensive it may be.
It needs to effectively remove a wide range of soils or types of the same soils. For instance, contract manufacturers use a variety of different liquid fluxes and solder paste. It could be any number of combinations that they may use in a given period of time, just due to their wide customer base. The wider range of soils that this cleaning product can handle, the better off they'll be. It needs to effectively operate in a wide parameter range, because it's much easier to adjust the machine set up and the machine menu for time, temperature, things of this matter, than it is to change the concentration in and out of the equipment. The wider range that it can operate in, the more performance that you'll get out of it without having to change our chemistry.
Water by itself is an incredible solvent. It's polar, it works well on a variety of materials, that's why water is probably the most common solvent used in the entire world, but since it is a polar material, it's very effective, or ineffective on a lot of these soils, most commonly grease, oils, most fluxes by themselves, simply because these are generally either... Whereas water has a neutral pH, so to speak, most flux residues are acidic because of the residues that the paste and the liquids leave behind after the soldering process. Grease and oils are non-polar, water doesn't really work on those.
Also, relatively, water is a very large molecule, and by itself, it's really incapable of getting into those ultra-low standoff areas that are very common today. If your cleaner can be made because these are aqueous cleaners, they could be made to have lower surface tension. However, the rinse water doesn't have any chemistry in it, it's just a big old fat water molecule trying to get under all of these components to remove the cleaning product, it loves to rinse out all of the rest of the residues and bond and everything else that may be on there. Mike is going to address that later on, too.
How do you get this cleaning solution or this water to have less surface tension to get into the areas that it needs to bring that product? Kevin. Okay, so these are the things, and speaking from a formulator, these are what we can add to DI water, and most commercial cleaners, and historically the older traditional type of which we still manufacture have a lot of these common components in those products, surfactants. These lower the surface tension of the entire product, and it allows that cleaner to penetrate that low standoff.
Solvents, whether it's modified alcohols like all ethers, whatever it may be, these attack and break down the soil. It can help to not necessarily remove it, but dissolve it and put it into a liquid format. Now, saponifiers are a class of chemicals that emulsify a fatty acid. You take a highly basic or a high pH material such as amino products or amino components, they help neutralize the acidic flux residues, because most of these are combinations of carboxylic acids.
Essentially, this is how you make soap. That highly basic component will emulsify the fluxes and put them into a format, and also the greases on the walls and put them into a format that allows them to be removed during the rinse process, and essentially that's how soap is made.
Cleaner Selection
Pierce Pillon:
When you're selecting your cleaner, the cleaning product itself must be compatible with the soil parts, the unit that you're cleaning, plus the cleaning equipment. There could be sensitive plastics, O-rings, seals, it could have some metal areas in there that you have to be mindful of corrosion and oxidation. More so, really on the part that's being cleaned. Most of the cleaning equipment, those chambers are stainless, or they've been treated to withstand a lot of the attack from these aggressive cleaners.
The cleaner has to be capable of achieving whatever level of cleanliness that the customer requires, whatever that may be. It could be SIL, which is called out in J standard RO1, the latest revision is age. It could be a process indication system afterwards, such as ROSE testing.
It could be sensors that are when the system is rinsing, it measures either resistivity or conductivity, and that gives you a level of cleanliness to the rinse water, which correlates back to the cleanliness of the part itself. The operating costs, three of the ones, and Mike will go much more into detail, but it's related to the cleaning ability of the specific soils. What is the cost of getting a clean part? The dilution, the concentration of the chemistry, the line speed also varies.
Also, very important that I think you should consider is your vendor set up or vendor support and your follow-up. If you have good vendor support, if they have a field team that can come in and help you set it up, help you do some testing, whatever it may be, that's very important I think to a customer. That's a lot of added value to that product.
Here at Techspray, we do manufacture in our renewed product line batch and in-line cleaners. We do have formulas for sensitive metals. They run the gamut from less aggressive, to aggressive, to more aggressive, depending on the types of soils. We do also make stencil, and equipment cleaners.
We have a really terrific lab team and we conduct cleaning trials all the time for our customers in a lot of different scenarios, but this can be done in our laboratory. It can be done in conjunction with the manufacturers sometimes at their location or facility, or we can go onsite and help with testing there. We've got a good field team as well as a laboratory team, but we do maintain a flux and pace database, and along with the basic run parameters that we use in our laboratory system, and that's always available for customer reference. Again, we have a field service team that can help to tweak your system, your cleaning process to get better results.
Process Optimization
Mike Konrad:
The importance of optimizing a cleaning process. A well optimized process will give you the lowest cost per clean assembly possible. Obviously, don't spend more money than you need to, don't over clean your parts. The lowest consumable costs also help drive that price down, so machines that consume lots of chemical, machines that are a little bit stingier on chemical use, or would drive the lowest cost per clean assembly down the fastest possible throughput.
Now, if you're running a batch machine, you're probably not doing 10,000 clean boards a day, or you'd be using a conveyorized machine, or two for that. Why is it important to have a fast cycle, even if you're not producing high volume? Well, the reason for that is to produce what we call the fastest possible door open time.
Our batch machine works very much like a dishwasher. If you put one bowl in your dishwasher and start the cycle, it's going to take an hour to wash, rinse, and dry that one bowl. You could put 30 bowls in there if they would fit and you can do 30 bowls in the same hour, so it's batch dependent. Batch format machines tend to be run by multiple operators, people running from different production lines who want their floorboards cleaned, so they walk up see the door open and just like an elevator in a busy high rise, if you see a door open, you run into it. And as people are running toward the door, you're pushing the door closed… or is that just me?
The same happens with batch machines. A person walks by with their floorboards, the only thing important to them in the whole world of these floorboards, they can go home after they're clean. They see the door open. They load the boards, they turn over their shoulder, they see someone running with their floorboards, they close the door and they start the cycle, and now you're locked out for as long as the cycle takes. If it takes 30 minutes to clean four boards, it probably takes 34 minutes to clean 40 boards, so it's almost identical.
What we like to see is a very fast cycle, not necessarily for high throughput, but for high equipment availability, quick door open times, that adds a huge amount of efficiency to the machine, because then it spends most of its time cleaning boards and not most of its time waiting to clean boards, that's where you make money. It's just like an airplane business. Airlines, don't make money with the planes on the ground, they make money with the planes in the air. We want a lot of wheel uptime, which is the door closed cleaning boards. Next slide please.
The process of optimization involves several steps. Some of the time saving strategies, time is money, is automated chemical dosing. Chemicals are added as Pierce said, to these machines. Even if you don't technically need a chemical, always run a chemical because as Pierce was saying, and I'll add a little color commentary to it, I like to call all the other residue species beyond flux, the usual suspects.
Those usual suspects can be polar or non-polar, soluble in water, or non-soluble in water, so you don't want to just remove the flux. If you're going to clean, clean everything, because the other things are just as problematic as the flux. Run a chemical and you have to dose it. Automatic chemical dosing is fast. It doesn't have to be done over again when an operator makes a mistake. They don't mix up, "Is it one and nine or nine and one? I forget it." It's just done for you, and that adds to efficiency and it keeps your chemical costs in check because you don't over concentrate accidentally.
Fast heating cycles. Again, we like to see powerful heaters in the wash tank because the wash is what's generally heated and we want fast heat not to get too high temperatures necessarily, but to get to whatever operating temperature very quickly, because again, wheel uptime versus wheel downtime. Wheel uptime is in the active process of cleaning. Wheel downtime is doing all the things, getting ready to clean. We want to have as much time in the air versus the ground.
We want powerful, effective fluid deliveries. Pierce talked about that and we want to make sure that all the factors that are required to produce a clean assembly, which is contact, heat, energy exchange, impingement, board pressure, impact pressure, etc. In time, all of those things are delivered effectively to every area of the board that needs to be cleaned, which is the entire area board, both sides.
There are several different technologies that are used, and we're going to get into that in a little bit. I'll wait for the, I think the next slide for that. But you want a very efficient transfer of that energy and that flow of the cleaning solution, the wash and the rinse water to all areas of the assembly, so you don't over clean, you don't clean for longer than necessary.
We want the lowest possible drag-out. Drag-out is when the wash solution is dragged out into the rinse cycle, and we want to make sure that that doesn't happen. At least any machine cause drag-out, we want to eliminate that. There's always a little bit of drag-out, because your boards are dripping with wash solution when you go into rinse, and that's lost, but we don't want to contribute to that.
Some machines are horrible for drag-out. You can lose 30, 40 ounces of solution into the next cycle, and what that does, it makes the rinse very ineffective because it has to purge out all that drug out wash solution, because we can't have that in the rinse water, so that involves extra rinses or extra length of a conveyor, if it's a conveyorized machine.
The easiest way to make the machine more effective and more optimized and more efficient is to have anti drag-out technology built into the machine itself. You can ask your machine supplier what their strategy is for reducing drag-out, or eliminating machine cause drag-out, and that will actually save you money and time.
Also, we like the idea of ambient temperature rinsing. Hot water rinses more efficiently than cold water. However, the time and energy, and money it takes to heat the water, when you can run three or four ambient temperature rinses in that same time period is running one heated rinse. We like the idea of ambient temperature rinsing. It does use a little bit more solution. If it's closed loop, then it doesn't use any more. If it's going down the drain, it uses a few gallons more but it's much faster than waiting for each rinse to heat to a specific temperature, just run a few more rinses and you get the same level of cleanliness without spending the time and energy heating that rinse water. The wash solution has to be heated. The rinse water doesn't.
The lowest machine cause drag-out, I already said that. Fast cycle times, fast door open times, I mentioned that on a previous slide. Full load capabilities. Most batch machines are not operated at full load. Most elevators are not packed to the walls, but sometimes they are, and you want to make sure that the machine has the ability to clean full loads when needed.
I've seen a lot of machines in the past, none that are in business today, maybe that's why, where even though they had a certain capacity, it wouldn't clean to its full capacity. It would be a giant elevator that's maybe 10 feet by 10 feet square, and it says max capacity, three people. You can fit 30 in there, but it won't lift any more than three. That's what some cleaners used to be. I don't think any of those are around anymore thankfully.
Fast drying. We want fast drying, and again, not necessarily for throughput, but we want fast drying because fast drying contributes that more rapid door open time that I talked about earlier. If it's a batch format machine, make sure that the chamber where the drying is conducted has a combination of convection radiant and rapid air exchange, convection radiant heat with rapid air exchange, because what that will do is not only dry the surface of the board and below the components, which is all the solution we put on when we clean the board, but it will also help eliminate the moisture between the layers.
Pierce, did a good job talking about moisture being one of the catalysts for electrochemical migration, and that's true on the surface. It's also true in the layers of the board and you can get conductive anodic filamentation or CAF, if you allow moisture to remain in the inner layers of the board, because what can happen is the moisture combined with the electrical bias combined with the plating solutions that are used for the thru-holes in the vias, if there's little micro cracks that extend from those thru-holes and vias, which is common from drilling damage and multiple thermal excursions, that can create these little micro cracks, these little tunnels that the cleaning solution will leach into.
If there's moisture and electrical wires with the plating solution, which is conductive, that's the perfect recipe for a dendritic growth and you'll end up getting conductive anodic filamentation, which has dendrites that grow from anode and cathode, and will short out the board or create parasitic leakage.
Fast drying time with technology that pretty much overheats the board, not from a reflow standpoint, but heats it higher, at a higher temperature needed than just to dry the surface layer of the board will ensure that your boards are more reliable in the field in terms of CAF. And obviously, reliability, increased reliability is part of the optimization and efficiency factor.
Kevin Pawlowski:
Before we get the other slide, I got a couple of questions for you guys. First one, I'm looking at this and of course, my experience is like a lot of people who are listening is dishwasher. I'm capable of loading the dishwasher like nobody's business, every dish in the house, I can manage to pack in there, but they don't seem to clean right.
Also, when you mentioned drag-out, I could imagine sometimes you have a bowl upside down and fills full of water. It seems like if you could have a configured wrong, it could increase drag-out, it could affect the cleaning. I was wondering if you could speak to that a little bit?
Mike Konrad:
Sure. Boards are always going to be a contributor to drag-out, the assemblies themselves. If you have connectors on one side of the board, run them down, face down so that they drain more easily. If they're on four sides of the assembly or three sides of the assembly, then you don't have a choice, just put the worst connectors down, the biggest gnarliest connectors down.
Kevin Pawlowski:
One more question. This could be for either one of you is, as an American, a tendency is they have 10% good, 50%, it's going to even be better and, "Hey, let's just go ahead and go 20% and just nail it." Is there any advantage or disadvantage to dialing up, maybe overshooting what you really need to clean?
Pierce Pillon:
From my point of view, if you overshoot a little bit, it's to the good. Let's say for instance, you determined that 10% concentration is what's going to clean most efficiently. If you put it at 11 or 12, or as Mike said, if you have drag-out evaporation, it's going to concentrate it a little bit all the time anyway. It's always good, I think to have just a little bit extra, as long as the chemical is not too aggressive on any of the parts on the unit being cleaned, if it's not putting any wear and tear additionally on the equipment. Also, it just gives you a little additional material there to work with, and you have less makeup because of it.
Mike Konrad:
On the subject of a broad process window, I was consulting with a major electric car manufacturer here in the US, and they had sent a directive to their contract manufacturer for cleaning these boards that the chemical would be chemical A, and it would be run at 15% concentration plus or minus zero, 15%. This contract manufacturer, having a big named customer making cool electric cars across the street from them, they took that order seriously.
Every cycle, they got out the refractometer, which is a very squirrely device anyway, it only gives an average, it's not all that accurate, which they didn't know, and they would get a 14% indication. They would juice up the tank and add a little more chemical to make it 15%. Then they'd run a load of boards and they'd do it again, and they'd find out, "Oh, shoot, it's at 16%." So they drain some solution out, add water to it. "Oops. At 14, we did too much."
Anyway, they kept it at 15% plus or minus zero, and it was driving them crazy because the amount of time between cycles was 20, 30 minutes, trying to get this chemical in order and not even realizing that the device they were using to measure it was in itself off two or three percent from testing this.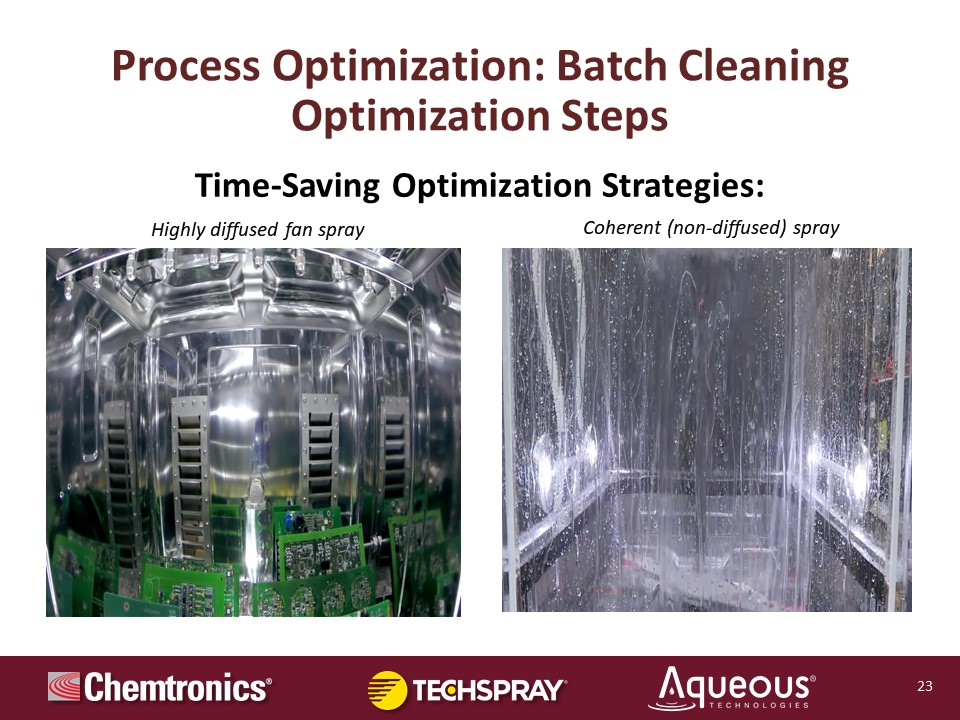
Cleaning only works if we can deliver the fluid to the targeted areas effectively, not just efficiently, but more importantly, effectively. There's two technologies common in use today. One is coherent sprays. One is diffused sprays. Coherent on the right.
You're all familiar with coherent sprays, and if you're not, here's a fun game. Go home, open your dishwasher at home, trick the little a door switch to think the door is closed and turn it on and watch the sprays. Chances are you're not even going to get wet because they're very directed sprays., they're not very powerful, and they rely on ricochet. They rely on the spray hitting your plate, and then spreading out and fanning out through ricochet. That's extremely common in glassware washers and any two dimensional type device with not a lot of complex geography on it.
More common in the board cleaning business are highly diffused sprays because as you can see, once they're running, you can't even see... That's why I keep starting and stopping this video, you can't even see past the wall, and you would get very wet if you tried to run that fun experiment on that type of technology. We're fans of highly diffused spray. Why?
The most important reason why is what Pierce, referred to earlier, which is the rinse process. The wash process is relatively easy. None of it is easy, but it's relatively easy because we cheat. We have high temperature wash solution with a chemical additive that lowers the surface tension of DI water from 72 dynes, down to about 22 dynes. And that 50 dyne reduction in surface tension allows us to get under very... Or much more easily under two mil standoffs, under bottom terminated components, QFNs, BGAs, things like that, that are... Would historically be hard to get under with just water.
Now that we've gone underneath the part with the wash solution and its low surface tension attributes, and we've solubilized the soils, put them into solution. Now we have to take fat water and chase that skinny water out through the rinse process. I remember one manufacturer years ago, again, not in business anymore, this is probably why, they had a rinse aid feature where they would pump a little bit of a surfactant into the rinse to lower the surface tension. We're like, "Now you're leaving chemical on the board in order to-." Yeah, it made no sense.
Ultimately, this is where cleaners earn their money. This is what separates the boys from the men, so to speak. The ability to mechanically reduce the size of the water particle. You have two choices. You can reduce the surface tension, to make the water thinner, or you can reduce the particle size of the water to make the water smaller. Wash makes the water thinner, a properly designed rinse cycle and spray engine will make the water smaller, thinner, smaller, wash, rinse.
We're big proponents of using high pressure pumps. Yes, they cost more money. Yes, they cost a little bit more energy. But the object is not to just save money. We want to save money and clean your boards effectively. The efficacy comes before efficiency in this case, because you're only as clean as your final rinse. If your final rinse is dirty, you might as well have not cleaned your boards. Cleaning boards is a go big, go home proposition. You can't clean halfway. It's like being halfway pregnant. You either are pregnant or you're not pregnant.
In this case. You either clean your boards thoroughly, or don't clean them at all, because a partially clean board is way dirtier than a board not cleaned at all. This is a real important part right here, the rinse, and we want to make sure that we use whatever mechanical means necessary to get that wash solution out, because as valuable as that wash solution is, it is detrimental to the board if it's left on, because it will corrode the assemblies, the board will fail. Pierce, you've experienced this. I'm sure you've seen customers leave your good stuff on the board.
Pierce Pillon:
You're absolutely correct because the chemistry by nature is aggressive. It's also generally basic, not always, there are neutral pH materials out there, but traditionally, they are a high pH material, so you want to get them on, let them do the job, and get them off as quickly as possible.
Mike Konrad:
That's right. Efficiency is also part of efficacy. The efficiency goals to drive the shortest possible cycle time also help with the cleaning process because it does get that chemical off the board more quickly.
Process Validation
Mike Konrad:
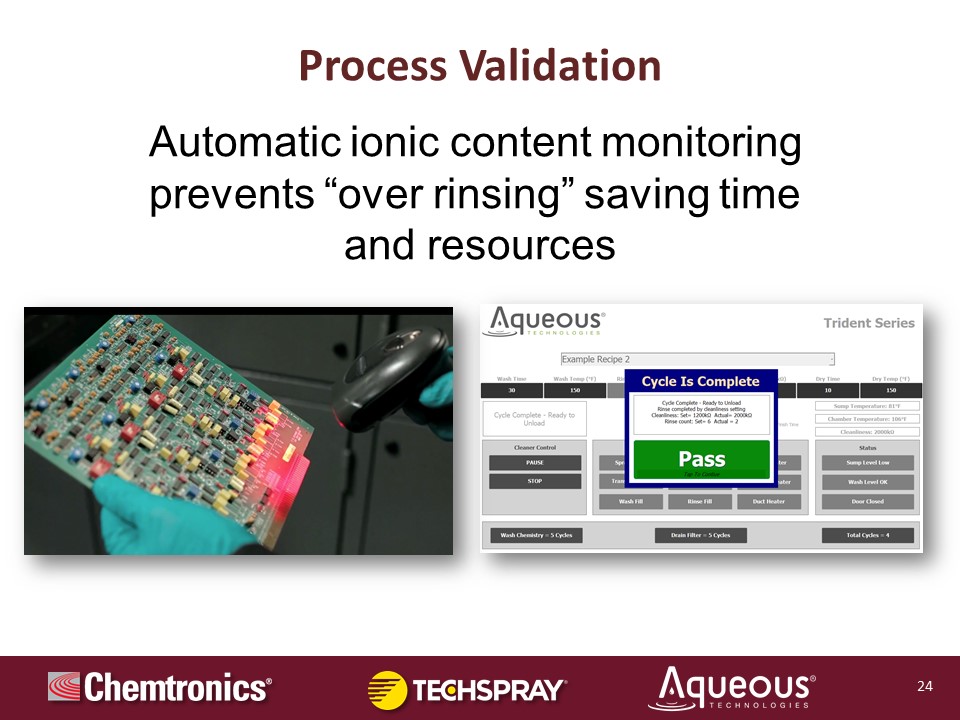
Process validation is an important attribute, not just to ensure that the cleanliness is consistent, but from an efficiency and optimization standpoint, it prevents you from over rinsing. Without this technology, one might say, "Well, in my qualifications, five rinses got my board to a good cleanliness level, so we're just going to say six for good measure, let's call it seven for good measure."
There could be some situations where someone just throws in one or two boards and after two or three rinses, you are cleaning up, but you're going to run seven because that's what you set up. Automatic process validation, automatic cleanliness testing will allow the machine to say, "Oh, I've hit your number. Here's how clean you want me to get the boards to. Don't tell me how to do it. Just tell me what you want." That's what this software does.
Basically you say, "I want my boards to be X level of cleanliness." And if it gets there in two rinses, it's done. If it gets there in eight rinses it's done. What that does is it prevents the operator from over rinsing, trying to be extra careful, and that extra insurance policy is now spent on every load of boards, which doesn't need to be.
You want it there, if it needs to be there, you don't want to use that extra energy and that extra time if it's not necessary. Process validation, automatic process validation, which is pretty much on every batch machine out there, everyone offers it, I think is a very valuable tool, not just for consistency, but for efficiency as well.
Conclusion
Kevin Pawlowski:
We're just going to wrap this up. Of course, we've been talking for about 45 minutes and trying to boil that down into four bullet points is impossible, but the name of the game is, how do we get the boards as clean as possible for maximum reliability? None of us are cleaning for a living. You're cleaning to get good boards out there, and so you want to optimize that process, maximize your output.
Selecting the proper cleaning to match up with the cleaner, to match up with your soil would be a really critical point. Then the suitable equipment for your output, your throughput and your logistical issues, budgetary requirements, getting the right equipment, of course would be the first step. Now, you may have the equipment you have, and so that at that point, you adjust the parameters for the shortest possible door open time.
Now, that pretty much wraps this up. You got two great resources here. Me, of course. As I mentioned, you can get ahold of me calling through the switchboard here at Techspray or a chat. If you go online and chat, you can certainly get a hold of me and I can answer some... Give you quick answers, but you've got to Pierce Pillon, and Mike Konrad, their information here. If you have any other questions.
Mike, Pierce. Thanks a lot for your time and everybody have a great day!
Mike Konrad:
Thank you. Thank you everybody.
Pierce Pillon:
Thank you everyone.







